 Polski
Polski-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย - Polski
-
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Dom
>
Produkty > Połączona maszyna tokarsko-frezarska
>
Wewnętrzna tokarka i frezarka do rowków z trzema krzywiznami
Produkty






Wewnętrzna tokarka i frezarka do rowków z trzema krzywiznami
Jingfusi® Wewnętrzna tokarka i frezarka do rowków z trzema krzywiznami to specjalistyczne narzędzie obróbcze stosowane do precyzyjnej obróbki rowków wewnętrznych z trzema zakrzywionymi lub profilowanymi powierzchniami. Ta wewnętrzna tokarka i frezarka do rowków z trzema krzywiznami jest powszechnie stosowana w gałęziach przemysłu, które wymagają produkcji skomplikowanych części z wewnętrznymi rowkami lub profilami, których nie można łatwo utworzyć przy użyciu konwencjonalnych metod obróbki.
Model:CK46-3+2
Wyślij zapytanie
Opis produktu
Chociaż maszyny te są używane głównie do obróbki rowków wewnętrznych, mogą również wykonywać inne operacje obróbcze, co czyni je uniwersalnymi w szerokim zakresie zastosowań. Branże takie jak przemysł lotniczy, produkcja urządzeń medycznych, motoryzacja i inżynieria precyzyjna często polegają na tych maszynach do produkcji skomplikowanych i precyzyjnych komponentów. Tokarki i frezarki do rowków wewnętrznych z trzema krzywiznami mogą przetwarzać różne materiały, w tym metale, tworzywa sztuczne i kompozyty, w zależności od konkretnych potrzeb w zakresie obróbki.
Schemat jazdy maszyny

Szczegóły Produktu

Lista parametrów
| Przedmiot | jednostka | Specyfikacja |
| Maks. średnica toczenia | mm | 250 |
| Maks. średnica huśtawki nad tokarką | mm | Ø500 |
| Maks. średnica toczenia przez łoże ślizgowe | mm | Ø160 |
| Pochylony stopień łóżka | stopień | 35° |
| Efektywny przesuw osi X | mm | 1000 |
| Efektywny przesuw osi Z | mm | 400 |
| Oś X/Z maks. duża prędkość jazdy | m/min | 24 |
| Powierzchnia podstawy z żeliwa | ㎡ | 1,8 x 1,1 |
| Rozmiar maszyny: dł. x szer. x wys | mm | 2100x1580x1800 |
| Masa netto maszyny | kg | 2600 |
| narzędzie nr | szt | 8 |
| Narzędzia kwadratowe | mm | 20 x 20 |
| Rozmiar noża otworowego | mm | Ø20 |
| Totalny koń | kw | 13 |
| Średnie zużycie energii | kW/godz | 2 |
| Kształt czoła wrzeciona |
|
A2-5 |
| Prędkość wrzeciona | obr./min | 6000 |
| Ustawienie prędkości wrzeciona | obr./min | 1-4500 |
| Znamionowy moment obrotowy wrzeciona | Nm | 35 Nm (1500 obr./min) |
| Maksymalna średnica pręta | mm | Ø45 |
Dokładność obrabiarki
| Dokładność maszyny, standard współczynnika Jingfus: | ||||
| Główny element testu | Schemat | Norma fabryczna | ||
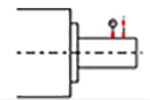
| Uderzenie promieniowe wrzeciona, |
 |
Wykryj bicie zewnętrznego stożka | 0.0035 | |
| Pozycja powtórzenia osi X, X |
 |
Wykryj powtarzające się pozycjonowanie osi X. Uwaga: Najpierw przewiduj około 50 razy, aby zrównoważyć błąd zimnego i gorącego silnika, a następnie wykryj powtarzające się pozycjonowanie. | 0.003 | |
| Pozycja powtórzenia osi Z, Z |
 |
Wykryj powtarzające się pozycjonowanie na osi Z. Uwaga: Najpierw przewiduj około 50 razy, aby zrównoważyć błąd zimnego i gorącego silnika, a następnie wykryj powtarzające się pozycjonowanie. | 0.003 | |
| Pozycja powtórzenia osi C, C |
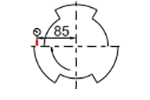 |
Wykryj zmianę położenia stałego punktu osi C, uwaga: najpierw przewiduj około 50 razy, aby zrównoważyć błąd zimnego i gorącego silnika, a następnie wykryj powtarzające się pozycjonowanie | 20 sekund łukowych | |
| Pozycja osi C obrotowa, C |
 |
Wykryj losową dokładność położenia osi C, uwaga: najpierw przewiduj około 50 razy, aby zrównoważyć błąd zimnego i gorącego silnika, a następnie sprawdź powtarzające się ustawienia | 72 sekundy łukowe | |
| Jeżeli Klient będzie chciał przetestować dokładność osi X/Z/Y ISO lub VD1, zostanie to ustalone w momencie pisania umowy. Klient musi przetestować ten przedmiot w tym samym czasie, co wstępna akceptacja fabryki Jingfusi. | ||||
Gorące Tagi: Wewnętrzna tokarka i frezarka do rowków z trzema krzywiznami, Chiny, producenci, dostawcy, fabryka, jakość, cennik
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.









X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności